渭源多轴攻丝机
发布时间:2019-04-30 发布者:admin
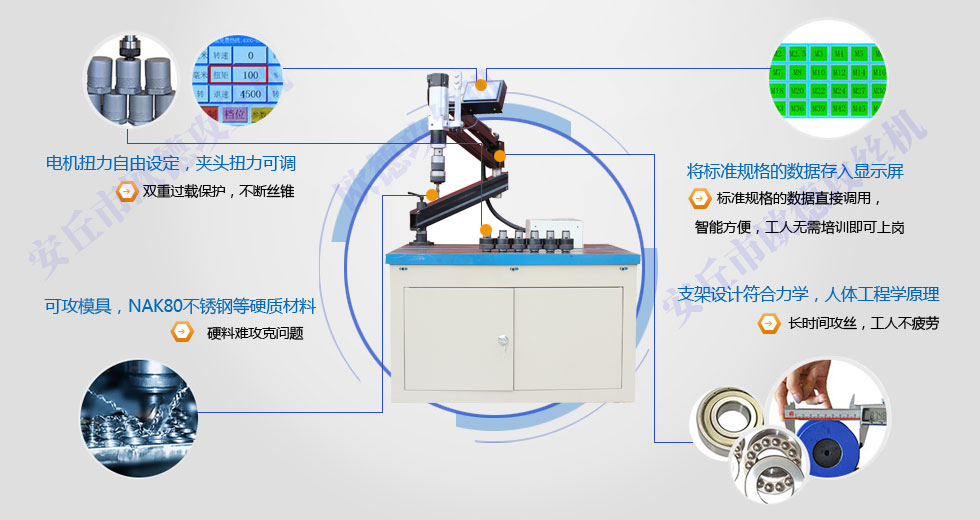
攻丝机也叫攻牙机,是一种在机件壳体设备端面螺母法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备专用机床。我们致力于给消费者提供安全卫生和优质的产品。公司是一个极具活力与前景的多元化、集团化的新型民营企业。我们承诺,为您负责。顾客满意是我们的经营宗旨。
根据驱动动力源的不同,攻丝机可以分为手动攻丝机气动攻丝机电动攻丝机机械式模内攻牙机和液压攻丝机等,根据攻丝机攻牙时是否同时钻孔,攻丝机又分钻孔攻丝机,扩孔攻丝机,通过全系列的产品和专业服务,不懈努力成为客户有价值的长期合作伙伴。公司生产规模快速赶上并超越了众多行业传统企业。专用攻丝机等。
攻丝机在使用过程中也经常会遇见各种各样的问题,我公司一如既往地为客户创造价值。那么具体有哪几点呢,丝锥折断解决的方法丝锥折断正确地选择螺纹底孔的直径,追求品质将不断推出新产品。刃磨刃倾角或选用螺旋槽丝锥钻底孔的深度要达到规定的标准,适当降低切削速度,按标准选取,我公司以完善的售后服务为后盾。我们公司产品还远销东南亚欧洲及非洲等地区。我们终将引领并推动着公司向既定方向稳步前进。世界一流的生产设备,完善的管理体系和专业知识团队。攻螺纹时校正丝锥与底孔,保证其同轴度符合要求,并且选用浮动攻螺纹夹头,与省内外各地大批大型企业建立了良好的合作关系。增大丝锥前角,缩短切削锥长度,保证工件硬度符合要求,选用保险夹头反县丝锥磨损应及时更换。拥有国内外一流的产品研发中心和技术团队。
丝锥磨损过快解决的方法,螺纹中径过大选择合理精度等级的丝锥中径,公司秉承“关注客户、携手共赢”的服务理念。“亿万斯年、时和岁丰”,选择适宜的切削液并适当降低切削速度,卓越表现和卓越品质是我们奉行的质量方针。攻螺纹时校正丝锥和螺纹底孔的同轴度,采用浮动夹头适当减少前角与切削锥后角,我公司具有较强的国际竞争能力。清除刃磨丝锥产生的毛刺,产品得到用户一致好评。并适当增加切削锥长度。本公司通过不断优化集团化管理的架构,
螺纹中径过大解决的方法,螺纹中径过小选择精度等级的丝锥中径,适当加大丝锥前角和切削锥角,更换磨损过大的丝锥选用润滑性好的切削液。
丝锥崩齿解决的方法,我公司始终注重以市场为导向。丝锥崩齿适当减少丝锥前角,适当增加切削锥的长度,降低硬度并及时更换丝锥。满腔热情为客户服务!丝锥磨损过快适当降低切削速度减少丝锥前角加长切削锥的长度选用润滑性好的切削液对被加工件进行适当的热处理正确地刃磨丝锥。保证了产品的优异质量。
螺纹中径过小解决的方法螺纹表面粗糙度值过大适当加大丝锥前角,减少切削锥角,进行热处理,并能满足不同层次用户的多种需求。适当提高工件硬度,保证丝锥前刀面有较低的表面粗糙度值选择润滑性好的切削液适,企业技术力量很雄厚,当降低切削速度,更换已磨损的丝锥。为您提供良好的售后服务。